What are the benefits of Automatic Profile Control Systems for production of high-quality blown film?
Consider the fact that virtually all of the physical properties that processors care about are inextricably linked to the thickness of the material. Any direct action to reduce film thickness variability will also help to improve the consistency of these other physical properties. In addition, other more directly observable effects such as improved roll conformation can also be achieved.
A lot of hype surrounds automatic control of the blown film thickness profile. Many say it is a cure-all while others just blindly include it in their operations, and who cares what it really does!
No matter your position on the technology, it’s been clearly shown that auto-profile systems can do some pretty amazing things to improve the overall quality of your blown film product; yet certainly there are limits.
Auto-Profile systems begin by taking an online measurement of the transverse direction (TD) profile, which is precisely what we are able to control with an auto-profile air ring or die. While it is true that this 360-degree measurement is repeated over and over, rendering a spotty machine direction (MD) thickness measurement, it generally is not well suited to MD profile control. If this is your goal, use the proper tool and go with a gravimetric blender control system for better results. On the other hand, repetitive TD thickness profile measurements are well suited to auto-profile control applications. They provide timely and relevant TD thickness information and do a really great job.
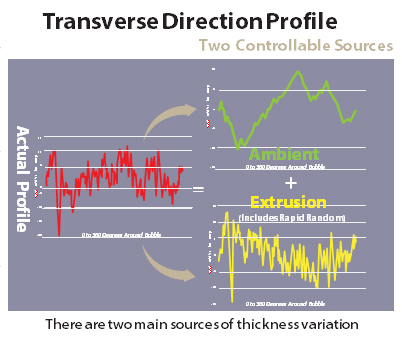
Now that we have measured the TD thickness profile online, let’s break it down a bit. It turns out that there are two main sources of thickness variation: your extrusion equipment and Transverse Direction Profile Two Controllable Sources
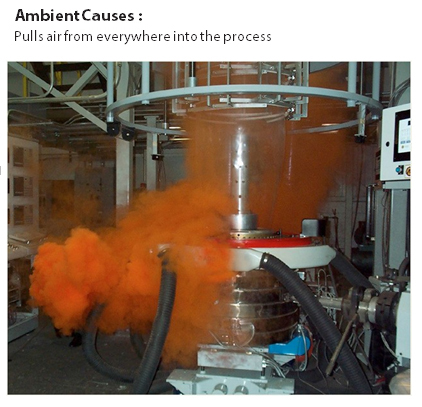
There are two main sources of thickness variation the surrounding ambient environment. Non-linear flow of material in the die, uneven cooling air distribution, offset die lips, surrounding air currents at different temperatures, nearby structural members or panels – these all have influences that together create thickness related processing problems. The good news is that the resulting profile tends to remain quite stable, repeating from one profile to the next and is therefore well suited to being controlled. All it takes is an auto-Profile system with high enough resolution and potency (control range capability) to correct the thickness variations that exist.
Did you know that five times more Ambient Air is drawn into your process compared to the air flowing through your Air Ring? No wonder it is such a big problem!
Note that I said “online measured” thickness profile. Did you ever notice that your online profile differs from offline ones? This is an area which deserves a lengthy discussion, but to simplify, all of those extrusion and ambient sources produce an unstable component as well as a stable one. The material we process has micro-differences, that is, there are blends that are not 100%, temperatures not completely uniform, and air flows with turbulence. Basically, things change, and for our process, changes can happen rapidly and randomly. Fortunately, the magnitude of this instability is usually one-third or less in comparison to the magnitude of the stable (and controllable) portion. It is important for the auto-profile system to “filter” out the unstable portion, lest we control one moment, what is not there the next moment – and we end up chasing our tail, so to speak.
It turns out that the process itself can assist with filtering out the unstable portion. Variations that are unstable tend to happen quickly, in well under one second. Think about how fast the bubble “flutters” in the wind, or how long it takes for a pellet worth of material to go by. Now, put a large-faced thickness sensor up against a fast-moving film. In the time that the sensor is scanned through just one degree in the TD direction, several flutters and pellets pass by and create a natural averaging effect. So the online profile taken to the basic profiling limits cannot totally duplicate the result seen offline. This is because things are moving and filtering (averaging) themselves online – a situation that doesn’t occur offline. The good news is…we don’t care! We actually are doing ourselves a favor – we can’t control them anyway!
What is it we should expect from an investment in Automatic Profile Control equipment?
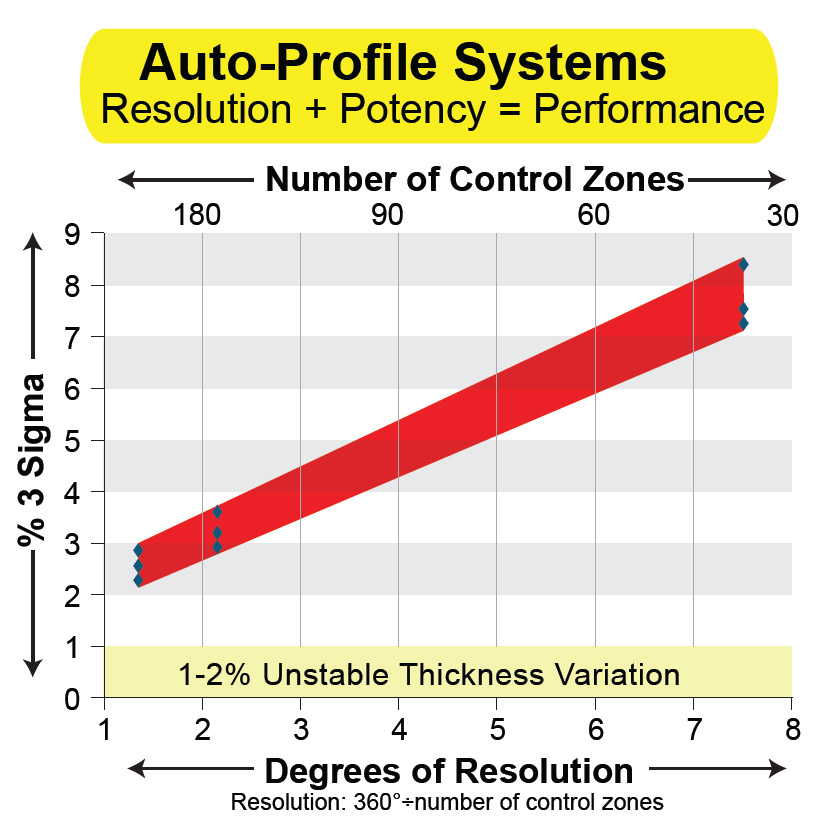
Unfortunately, not all auto-Profile systems are created equal, but generally, most on the market are able to reduce the measured profile by 50%, and you should be able to count on achieving that. If not, start asking a lot of questions. As the number of control zones (resolution) and their potency (control range capability) increases, performance improvements in the range of 75% to 85% can be achieved!
To confuse matters even more, it turns out that suppliers display their thickness measurement results differently. Some show everything they get from the measurement system, and others apply heavy filtration to the result – in essence showing only the most stable portion and leaving out the rest. Take that same film offline, and there is no such thing as an unstable portion because the instabilities are now “frozen” in and do not change while measuring. You see it all, and that is why the profiles taken online typically don’t match the off-line measurements. So ask a lot of questions before you buy!
At Addex, we love to talk about these kind of things. If you found this to be informative, please get in contact with us. We have a lot more to share!
Comments are closed